
實驗室、科研、軍工、醫療、航空領域
微細孔/高端精密五金件 · 14年頭部供應商
微細孔/高端精密五金件 · 14年頭部供應商
-
微信咨詢

- 全國客服:18898367360
日期:2025-07-14 編輯:富泰鑫五金 閱讀: 68

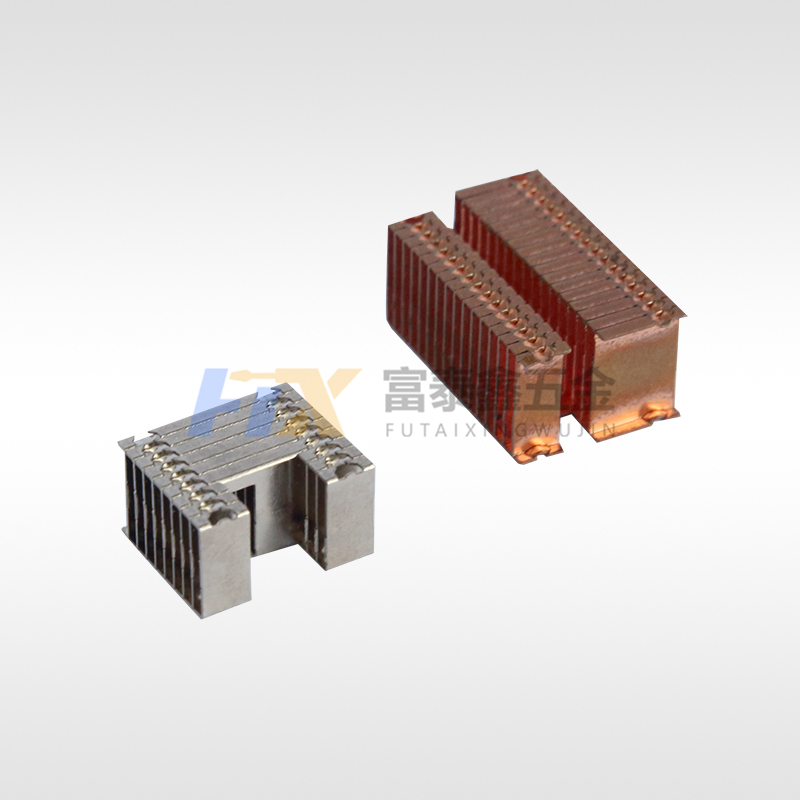
在精密小零件加工中,鈦合金、陶瓷等硬脆材料因強度高、耐腐蝕性強,成為醫療、航空領域的核心材料,但加工時開裂問題頻發,嚴重影響成品率。掌握針對性技巧,才能突破這一加工瓶頸。
鈦合金加工:控溫 + 減力雙管齊下
鈦合金導熱性差(僅為鋼的1/5),切削時熱量集中在刀尖,易導致材料硬化開裂。精密小零件加工中,需選用超細晶粒硬質合金刀具(如 WC-Co合金,含鈷量8%-10%),刃口做鈍化處理(圓角0.01-0.02mm),減少對材料的沖擊。切削參數采用 “低速高進給” 策略:轉速控制在80-120m/min,進給量0.1-0.15mm/r,配合高壓內冷系統(壓力≥20MPa),將切削區溫度控制在300℃以下。例如加工直徑1mm的鈦合金醫療針頭,通過此方案可將開裂率從20%降至3%以內,同時保證表面粗糙度Ra≤0.8μm。
陶瓷加工:避力 + 緩蝕雙向突破
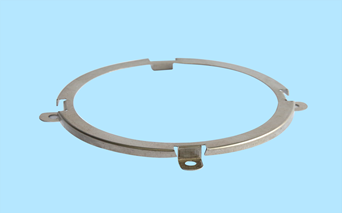
陶瓷硬度高達HRC60以上,脆性大,傳統機械加工易產生裂紋。精密小零件加工中,優先采用電火花成型工藝,利用脈沖放電蝕除材料,避免機械力導致的應力集中。加工前對陶瓷坯體進行“低溫預燒”(800-1000℃),降低內部氣孔率;加工時控制放電參數(脈沖寬度5-10μs,峰值電流3-5A),減少熱沖擊。對復雜結構的陶瓷小零件(如航空發動機噴嘴),采用 “慢走絲切割 + 超聲研磨” 復合工藝,先切割成型再精細研磨,既能保證尺寸精度(±0.005mm),又能避免開裂。
通用技巧:預處理 + 工裝輔助
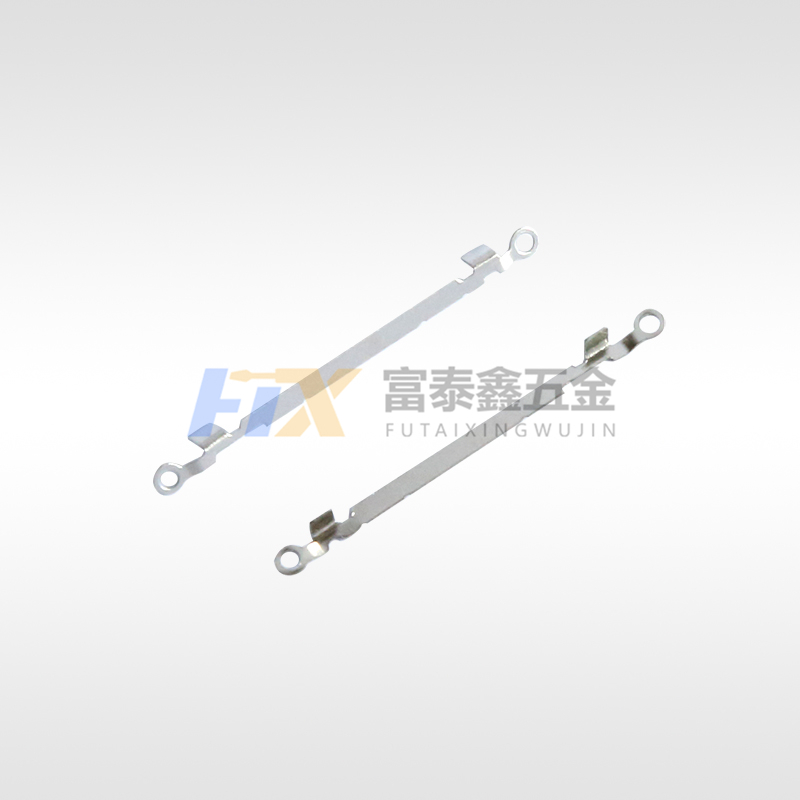
無論鈦合金還是陶瓷,精密小零件加工前的預處理必不可少:鈦合金需經500℃去應力退火,消除鍛造殘留應力;陶瓷零件需進行密度檢測(≥95%),剔除疏松坯體。加工時采用定制工裝,如鈦合金微型軸類零件用雙頂針彈性夾持,陶瓷薄片用真空吸盤固定,減少裝夾應力導致的開裂。某醫療設備廠加工陶瓷閥芯時,通過工裝優化,開裂率從15%降至1%,完美滿足精密密封要求。
破解硬脆材料開裂難題,核心是“順應材料特性”—— 鈦合金控溫防硬化,陶瓷避力防脆性斷裂,再配合預處理與工裝輔助,才能讓精密小零件加工既保精度又提效率。



 網站首頁
網站首頁
 電話咨詢
電話咨詢